
A hengerlés
A hengerlés - egy alapvető művelet a szalagfűrészlap megfelelő működése érdekében.
A szalagfűrészlap nem megfelelő működését és a laptesten előidézett repedést a következők idézhetik elő: a helytelenül elvégzett hengerlés vagy élezés, a fűrészgép műszaki állapota vagy annak helytelen kezelése és beállítása. A következő cikkekben részletesen fogunk foglalkozni azokkal a tényezőkkel amelyek elő idézhetik a helytelen működést.
A fűrészlap optimális működéséhez elengedhetetlen műveletről, a hengerlésről, és annak fontosságáról, néhány szóban: a hengerlési művelet hellyesen történő alkalmazása minden használat után, az élezési művelet előtt, de mindenképpen a szalagfűrészlap test megtakarítása után javasolt.
A hengerlési művelet magába foglalja a sikegyengetést és a hengerlést egyaránt. A sikegyengetést a fűrészlap test felületén megjelenő eltérések kiküszöbölésének érdekében végezzük, ezáltal a minimálisra csökkenthetjük a vágási résben fellépő súrlódási erőt, ami egyenes vágást eredményez. A hengerlést és a sikegyengetést minden egyes vágási ciklus után végezzük el, ezáltal bisztositunk a szalagfűrészlapnak repedésmentes tartósságot és jó vágási minőséget.

A fűrészlap hengerlésének kivitelezése a következőképpen történik: a fűrészlap testre differenciált nyomást gyakorolunk egy pár hengerlő görgő segítségével oly módon, hogy az elért eredmény domborulata megfeleljen a lentkerekek felületi formájának.
A szalagfűrészgép lentkerekei formája domború, ezáltal bisztosit stabilitást a szalagfűrésznek a vágás folyamán és megakadályozza annak előre hátra való elmozdulását. Ha a fűrészlap közepén nincs elég feszítés, akkor a fűrészlap és a kerekek közötti érintkezés csak a legmagasabb pontban lesz, és az elülső és a hátsó területek nem lesznek elegendően megnyújtva, lehetővé téve az oldalirányú elmozdulást, és hullámos vágást és repedést eredményezhetnek.A hengerlési műveletet a szalagfűrészlap maximum pontjától a széle irányába történik, ennek megfelelően az alkalmazott nyomaték erőt is fokozatosan csökkentve a széle irányába.
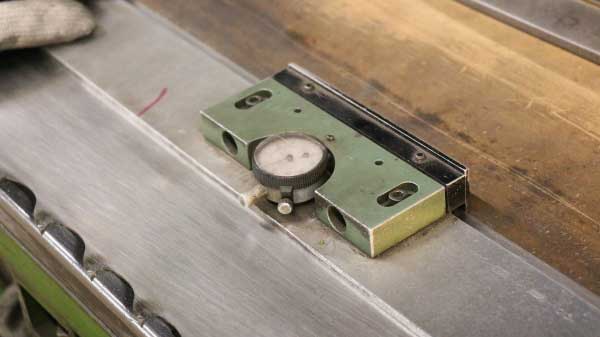
A műveletvégzés során nem elhanyagolandó a fűrészlap test hátél vonalának kidolgozása sem, amit elővigyázatosan végzünk, megfelelő távolságra a széltől. Ez a távolság ne legyen kevesebb mint 20 mm, mert ezáltal repedést idézhetünk elő. Ellenőrző méréseket végezzünk a munka folyamán!
A helyesen kidolgozott fűrészlap test ezáltal stabilabbá válik vágás közbe, köszönhető ez a belső erők megfelelő elrendezésének. Ez a belső erő a fog élvonalában 10% nagyobb kell legyen mint hát élvonalában. Erre azért van szükség, mert a vágás folyamán fellépő súrlódás által a fog felőli rész tágul, amit a hátél érték különbség kiegyenlít.
A fűrészlap test szélességének változása függvényében, megfelelő arányba kell kialakitani a hátél értékét is! Bővebb tájékoztatás a szolgáltatások oldalon.
Feliratkozás az új cikk értesítésére:

Kapcsolat
Cím: 440122, Szatmárnémeti, Aurel Vlaicu utca 102-106. szám, Szatmár megye
Telefon: +40-261-711511
Email: metamob@metamob.ro