
Planare
Este operatia de intretinere a panzelor panglica prin care se elimina defectele locale de pe suprafata corpului panzei cum ar fi bombari, concavitati, convexitati a caror marime pot depasii marimea ceaprazului si, ca urmare acestea freaca pe peretii laterali ai taieturii.
Deformatiile descrise pot lovii in ghidaje si pot produce deviatia panzei pe volanti. De cele mai multe ori bombarile (convexitatile) apar pe partea exterioara a panzelor ca urmare a rumegusului care patrunde intre volanti si panza.
Planarea se incepe pe fata interioara a panzei , apoi pe fata exterioara. Controlul ei se face cu ajutorul riglei de control in lungul panzei apoi pe latimea ei. Rigla de control se inclina usor si se deplaseaza in lungul panzei. Se inseamna zonele cu defecte. La fel se verifica si pe latimea ei.
Pentru reperarea usoara a convexitatilor este necesara o sursa de lumina in spatele riglei.
Dupa depistarea zonelor bombate se aplica lovituri cu ciocanul care are capatul in forma de pana in cazul planarii manuale.
 Operatiile de planare si tensionare se executa dupa fiecare repriza de taiere in functie de starea panzelor dupa verificarea lor. Sunt dependente intre ele si se recomanda executarea lor concomitent.
Operatiile de planare si tensionare se executa dupa fiecare repriza de taiere in functie de starea panzelor dupa verificarea lor. Sunt dependente intre ele si se recomanda executarea lor concomitent.
Necesita multa manopera de intretinere si mult timp, motiv pentru care se recomanda o exploatare rationala a panzelor sau folosirea de masini automate de control si corectare a defectelor care realizeaza detectarea electronica a deformatilor.
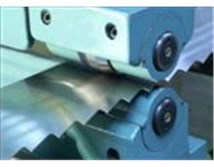
Senzorii de contact sau probele fara contact masoara devierea (abaterea) pe intreaga lungime a panzei la intervalele alese si indica abaterile la planeitate precum si concavitatile si convexitatile care au putut aparea in otel. Pe baza rezultatelor masuratorii, perechea de role tinde sa corecteze abaterile. Masurarea tensiunii este continuata pana ce abaterile scad in limita de toleranta aleasa.
La masinile de tensionare si indreptare automata, programul masoara nivelul de tensiune pe intreaga latime de panza. Statia de tensionare este activata si ramane activa atata timp pana ce realizeaza (atinge) nivelul de tensiune corect. Procedeele de tensionare si indreptare pot fi programate in functie de dimensiunea panzei cat si de valorile necesare de tensionare si rectiliniaritate.
Masinile automate realizeaza fara supraveghere toate functiile pentru care sunt programate si se opresc in conformitate cu aceste programe.
Afla mai mult despre Liniar pentru verificarea liniei spatelui
Contact
Adresa: Str. Aurel Vlaicu nr. 102-106, 440122, Jud. Satu Mare
Telefon: +40-261-711511
Email: metamob@metamob.ro